Initial Situation
The 3D silicon processing machine to be developed in HIPERDIAS will serve as a prototype to be used in mass manufacturing of high-precision products such as sensors and microelectromechanical systems (MEMS). As such, it has to meet strict requirements:
-
Process requirements: High productivity at very high precision as tracked by key performance indicators (KPI’s). Key components to achieve the challenging KPI’s are the laser source and the beam delivery system.
-
Machinery requirements: Mass production systems need to comply with a set of challenging and diverse requirements, including: safe operability, compatibility with the laser process and with all the manufacturing systems in its proximity, very high reliability, and implementation of a quality control system.
Process requirements
Ultra-Short Pulsed (USP) lasers (pulse duration of few picoseconds and shorter) were picked as most suitable laser beam source. Such systems are considered ideal for controlling the energy deposition and respective surficial and subsurficial (several μm beneath the surface) modifications of a material such as Si. The goal in these applications is to tailor the surface characteristics to serve a particular purpose by controlling the energy delivery from the laser source towards the various degrees of freedom of the illuminated material. In order to compete with mechanical milling systems, laser machining of Si needs to attain an average ablation rate of 1 mm³/s. Previous studies determined a maximum achievable average intrinsic ablation rate in the range of 1 – 3 mm³/kJ of input laser energy. Thus, to achieve the productivity requirements, a laser power of 1000W is necessary as targeted in the project.
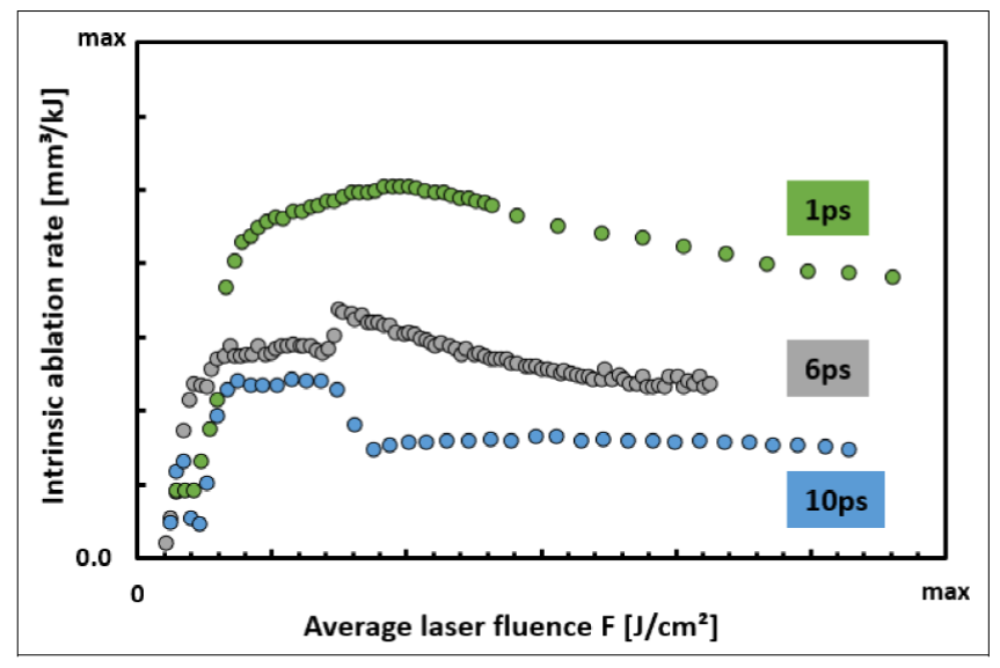
Intrinsic ablation rate as a function of average laser fluence for different pulse durations
A thorough experimental analysis focused on how different laser parameters affect the average ablation rate (productivity KPI) and quality of the obtained surface (quality KPI). Three different laser sources with up to 50 W of average power and different pulse duration (1 – 10 ps) were investigated. Intrinsic ablation rates obtained with different lasers are exemplarily shown the figure. Based on the experimental results, the target intrinsic ablation rates of 3 mm³/kJ (peak) and 1 mm³/kJ (average) appear to be attainable, reaching the target productivity KPI within HIPERDIAS.
The beam deflection system is required to provide very high dynamics and a high positioning accuracy. In order to handle the high average power, the beam should exhibit a large diameter. All apertures must be larger than twice the beam passing the aperture to avoid diffraction. Using a large focal length of the focusing device (e.g. 500 mm) may prove beneficial to achieve highest scanning dynamics with large incoming beam sizes.
Machinery requirements
In order to handle the ablated material, a suction system is required to avoid detrimental effects from fumes and residues both to operators and product. The laser processing machine should be equipped with an in-situ camera system to monitor the ablation process. User friendliness will be further increased by providing a quick manual axis movement control (e.g. a "hand-wheel"). The human-machine interface of the machine should allow both for quick manual set up of laser programs as well as batch programming for larger parameter variations, including the movement of the axis system. Furthermore, the machine should fulfil the common requirements regarding laser and electrical safety.
Progress in HIPERDIAS
The requirements defined for the 3D-Si micro structuring process have been thoroughly discussed within the HIPERDIAS consortium. They were found to be challenging to implement both by laser source developers (lead: Amplitude and Universität Stuttgart) and system developers (lead: LASEA). However, a development path was identified that appears feasible and promises to fulfil the KPI targets. This system is currently under development and will be commissioned at the IFSW, Universität Stuttgart, in 2018. The consortium partners will then work on up scaling the process initially developed with a low-power laser source to the intermediate and ultimate high-power levels of 500 and 1000 W.